Design Rules for FFF 3D Printing
This guide is intended to help you design parts for FFF 3D Printing. Applicable to any FFF 3D printer and includes best practices, design tips, and geometric limitations. Updated regularly with new information.
Other Guides
3D Print Quality Troubleshooting // Material Guide // Advanced Cura Slicing
Table of Contents
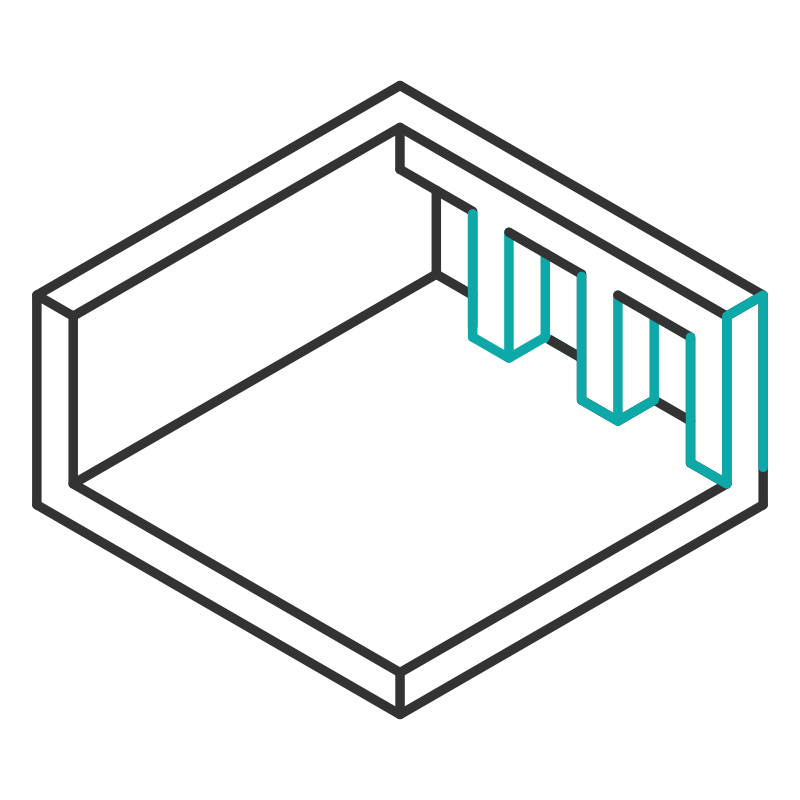
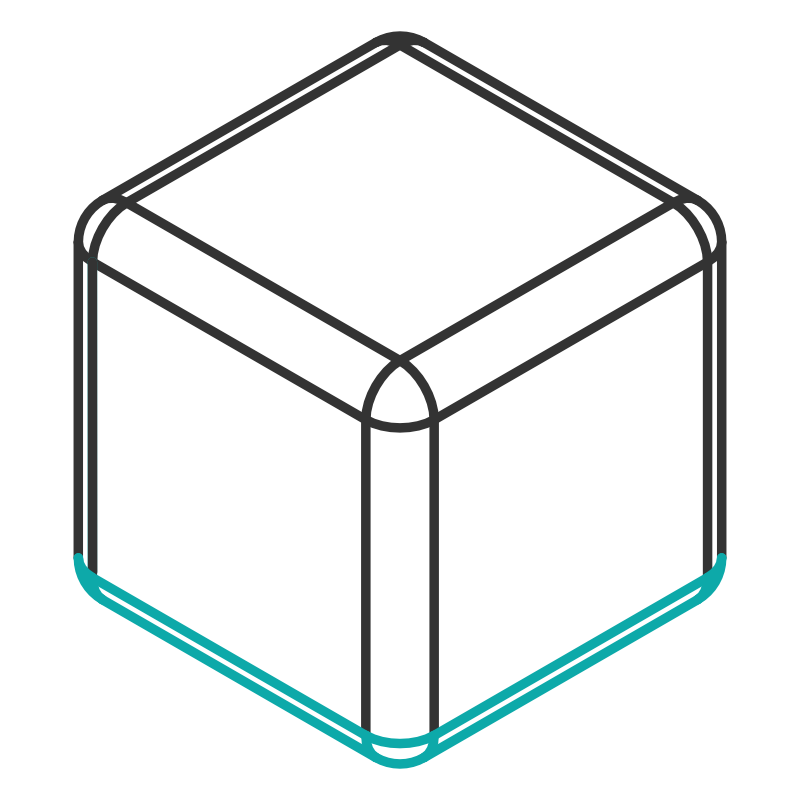
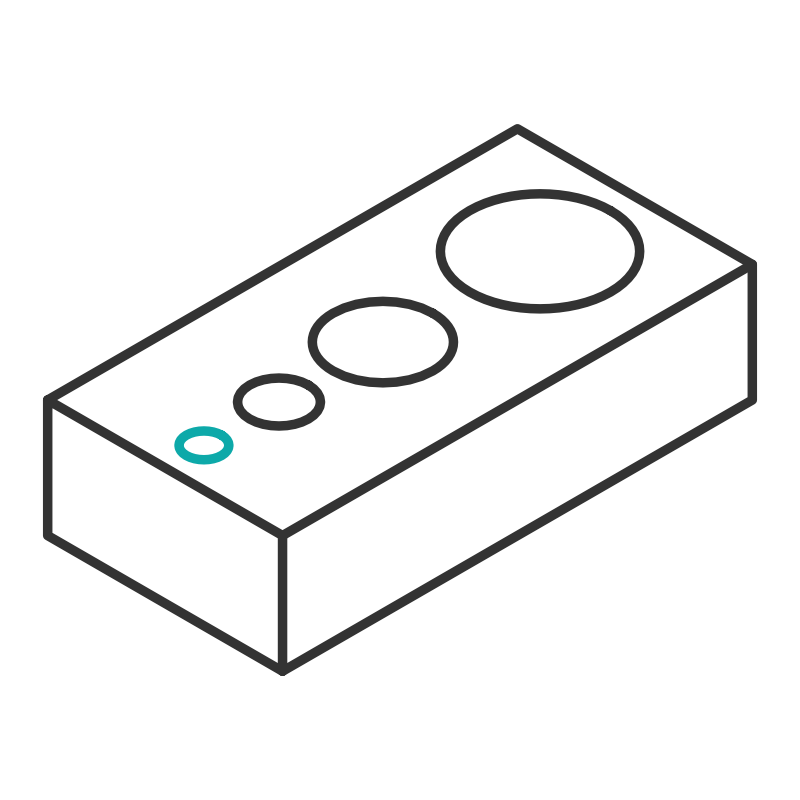
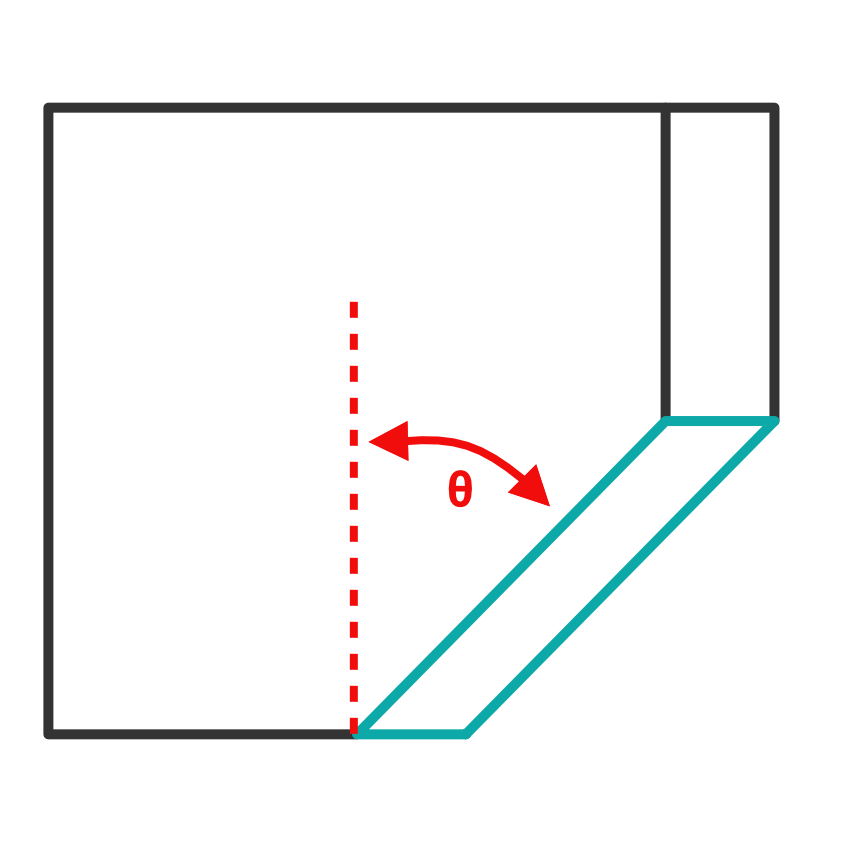
Click on the images to view full descriptions