Customizing Support Structures
There are a few reasons you may wish to modify the default support settings in Cura. Some examples follow.
Reduce post processing time
Cut down on material usage
Stop support material from being generated in difficult to remove portions of the model
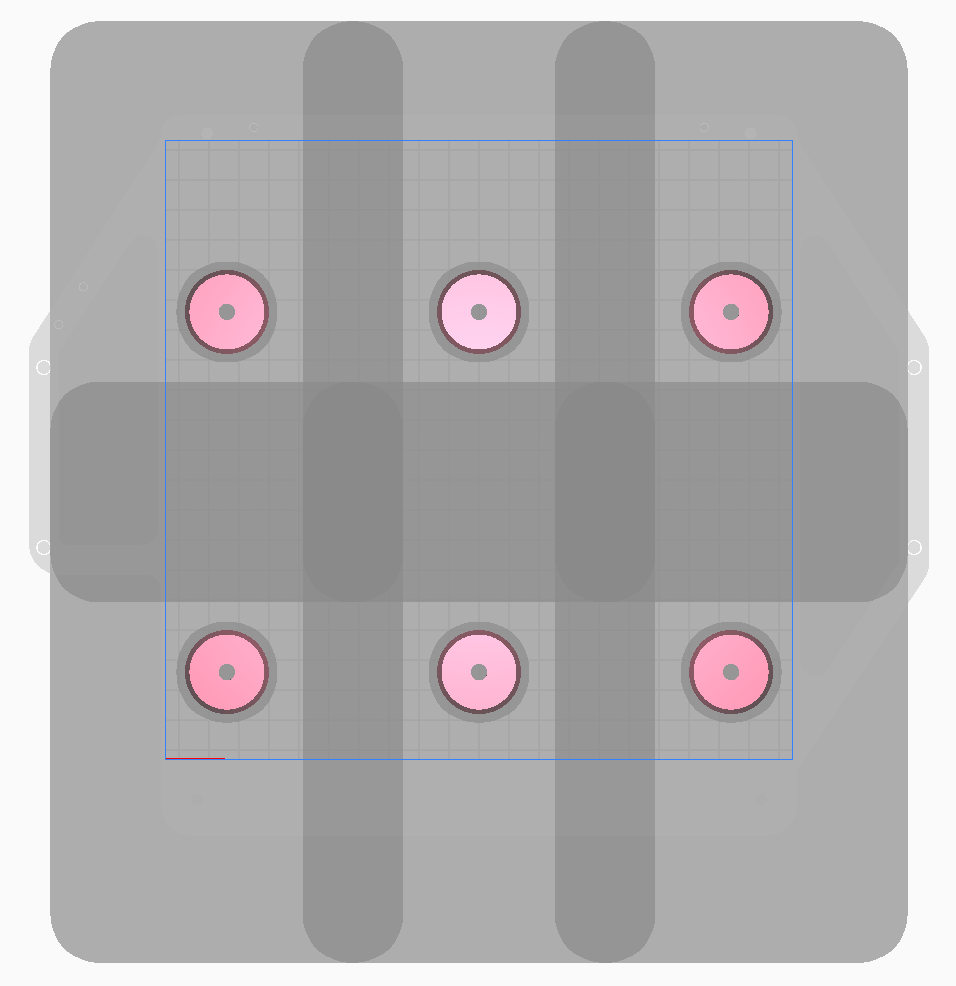
There are 3 main ways you can modify the support structures in Cura: Support Overhang Angle, Support Placement, and Support Blocker. Each of these methods will be explored in depth below. As you become more familiar with these support settings you will likely find creative ways to combine aspects to achieve the desired results.
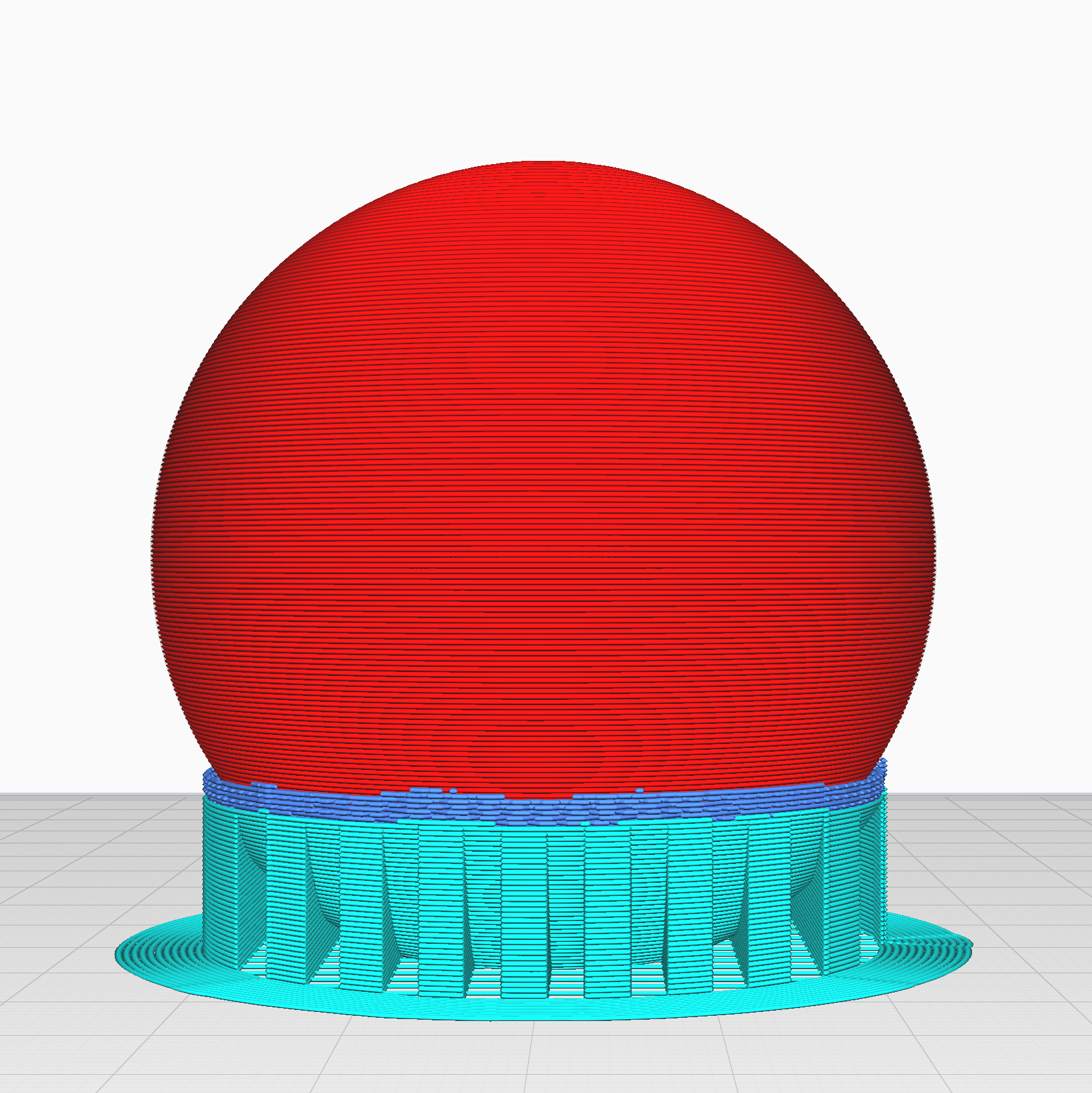
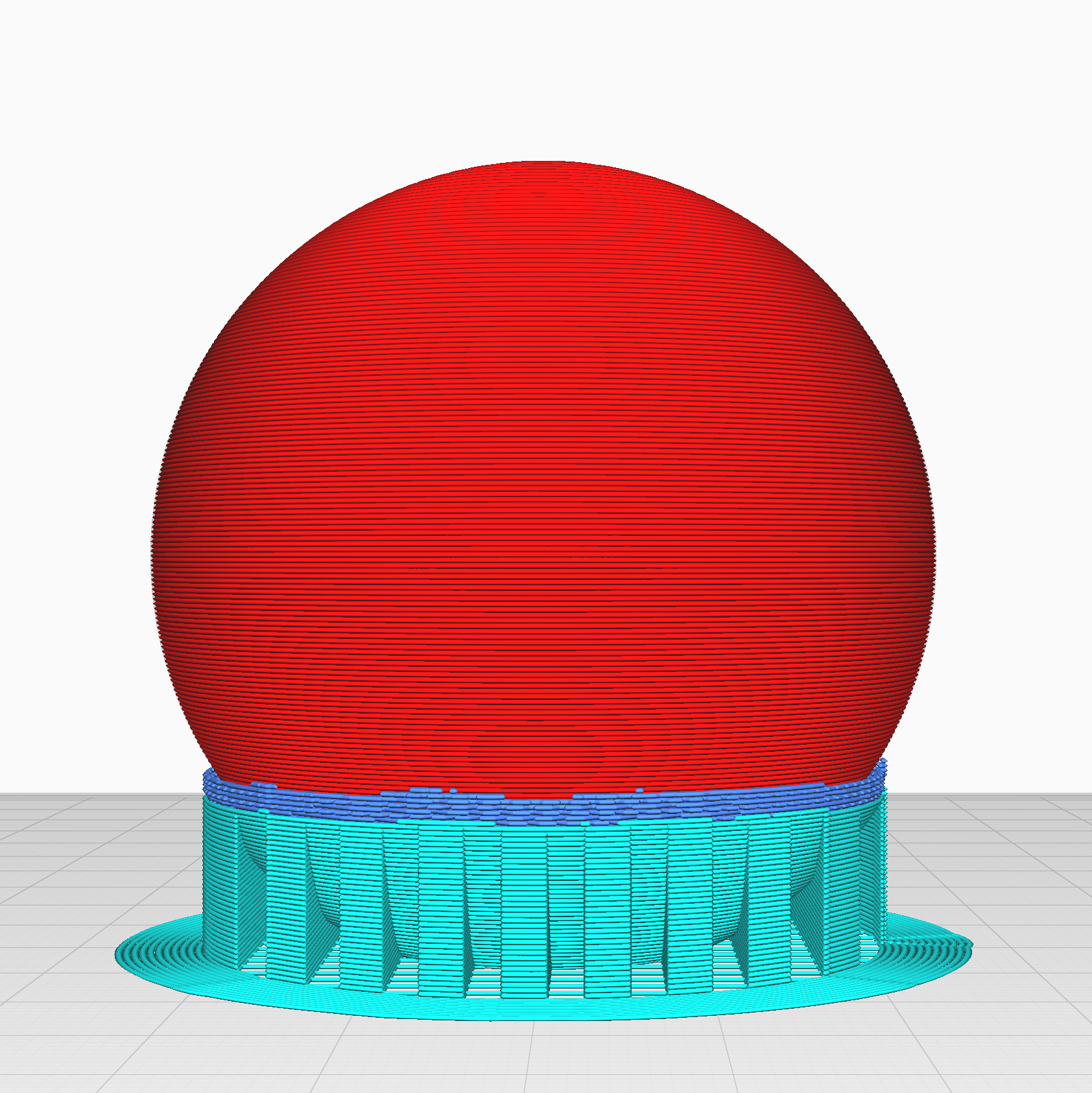
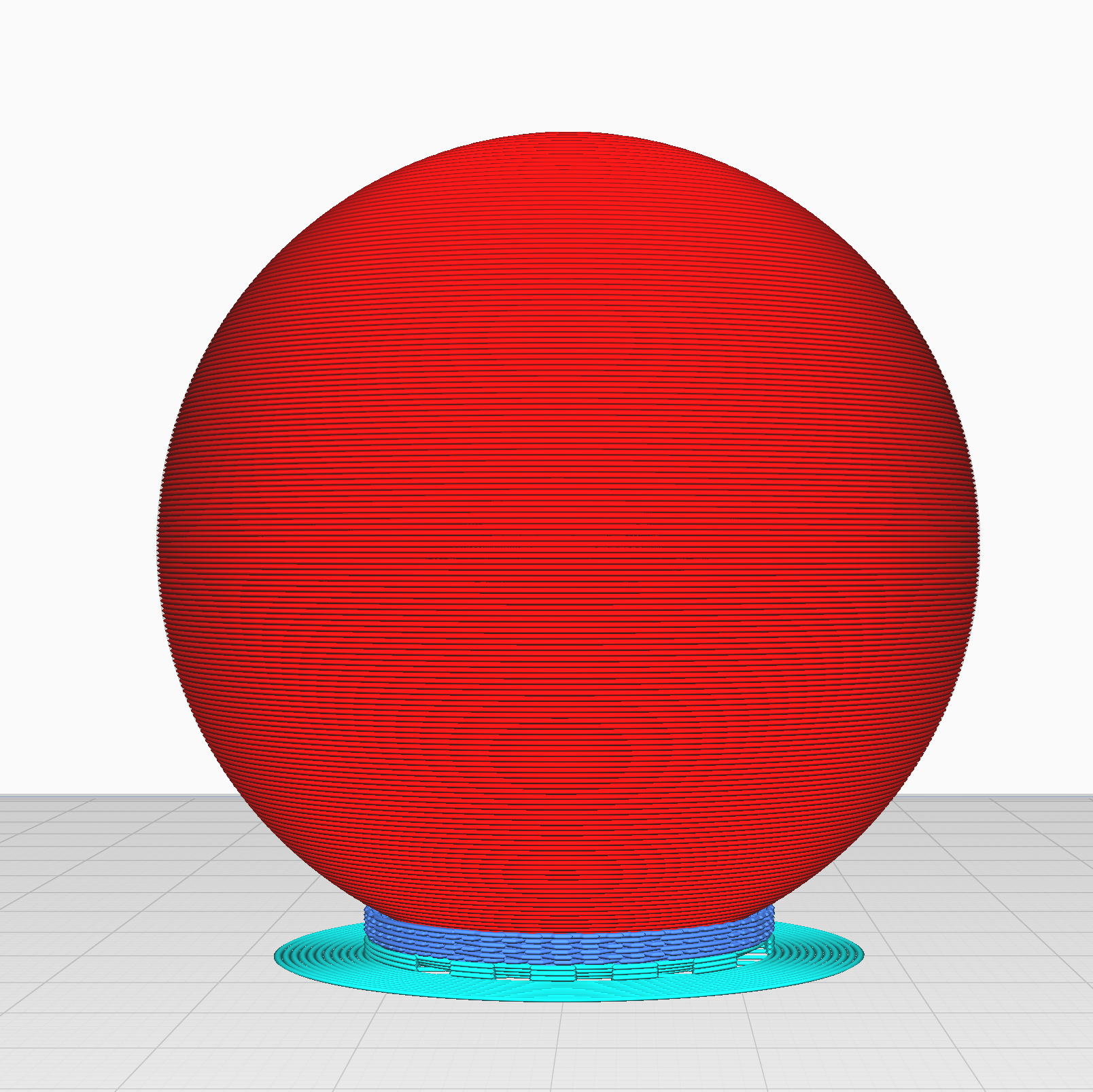
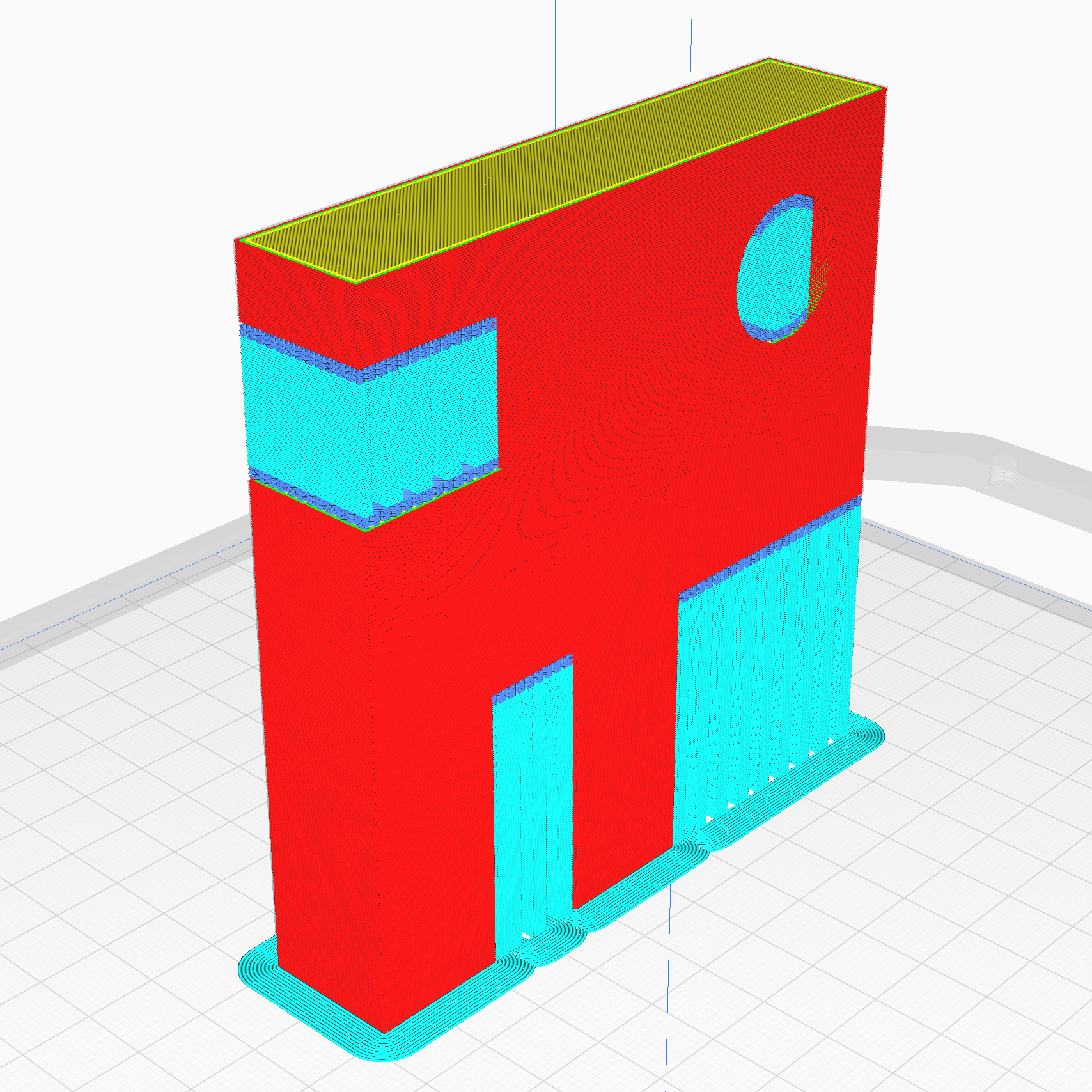
Support Overhang Angle
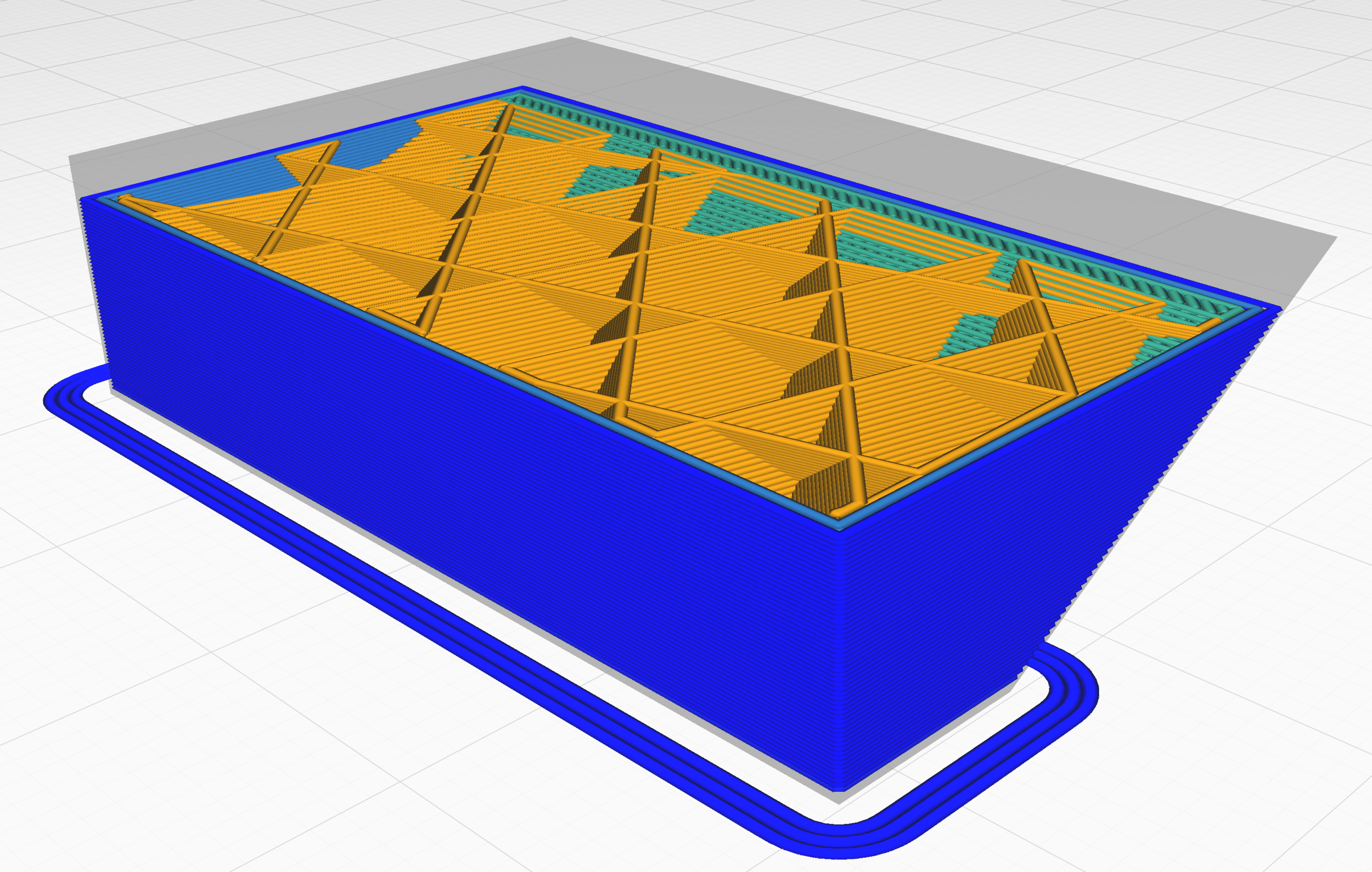
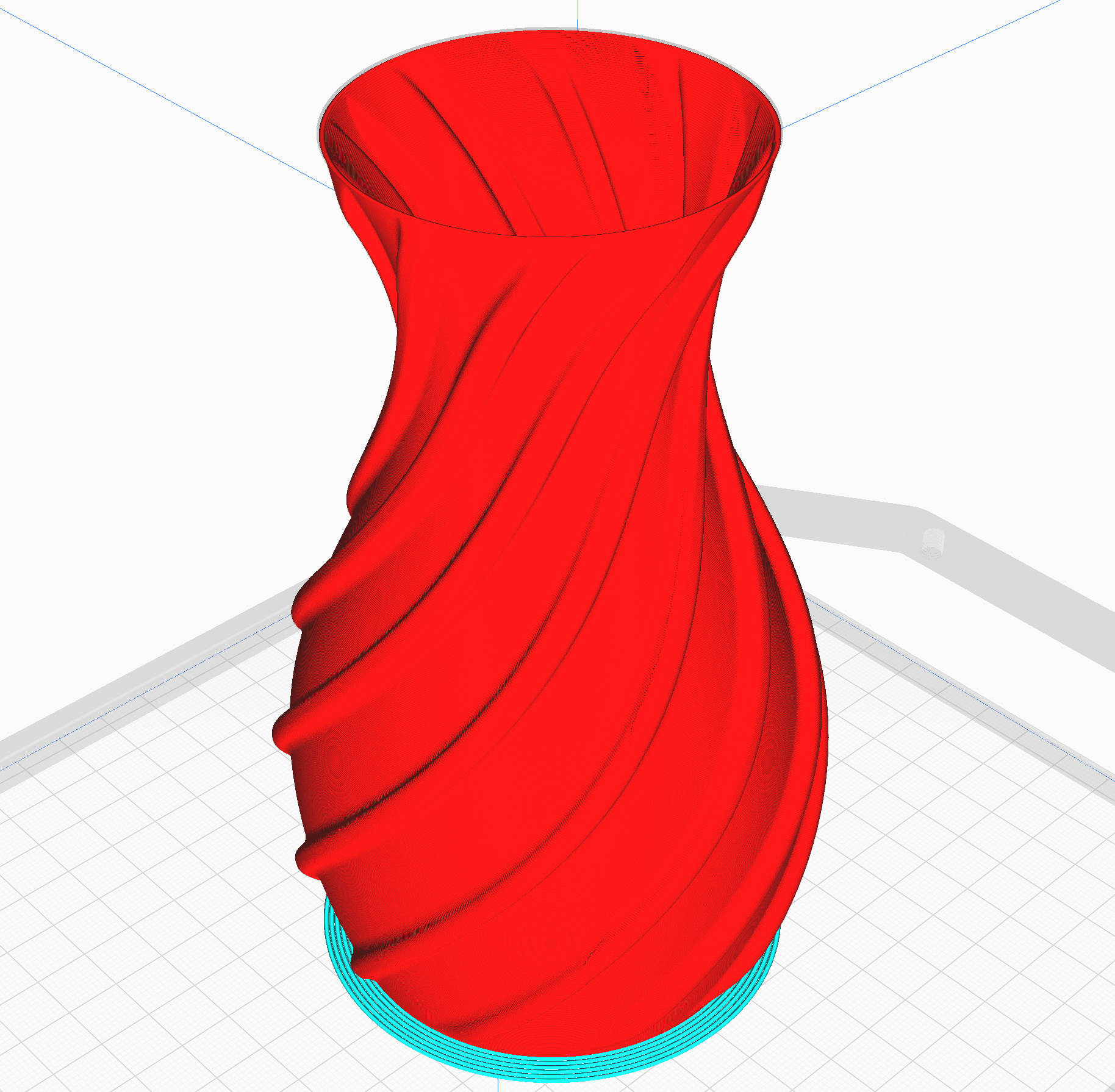
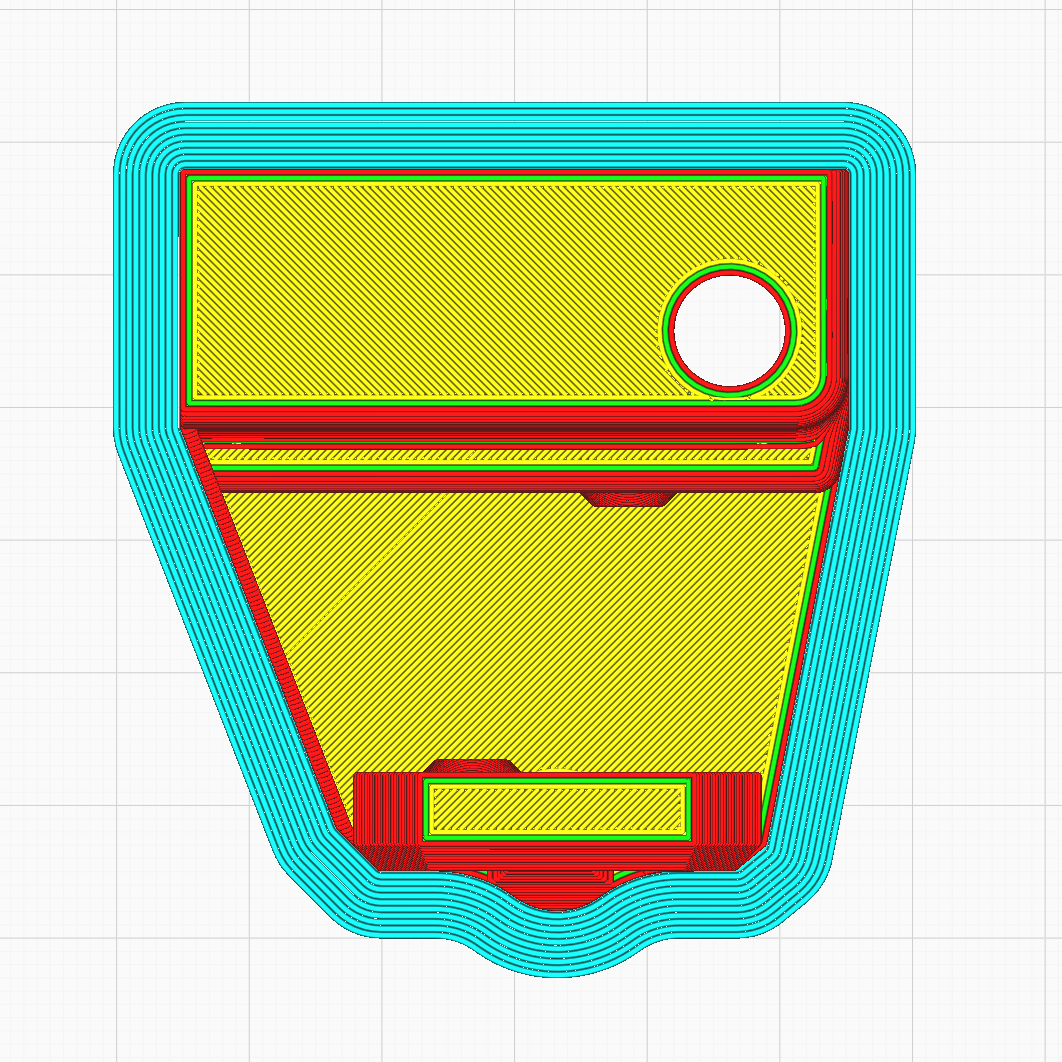
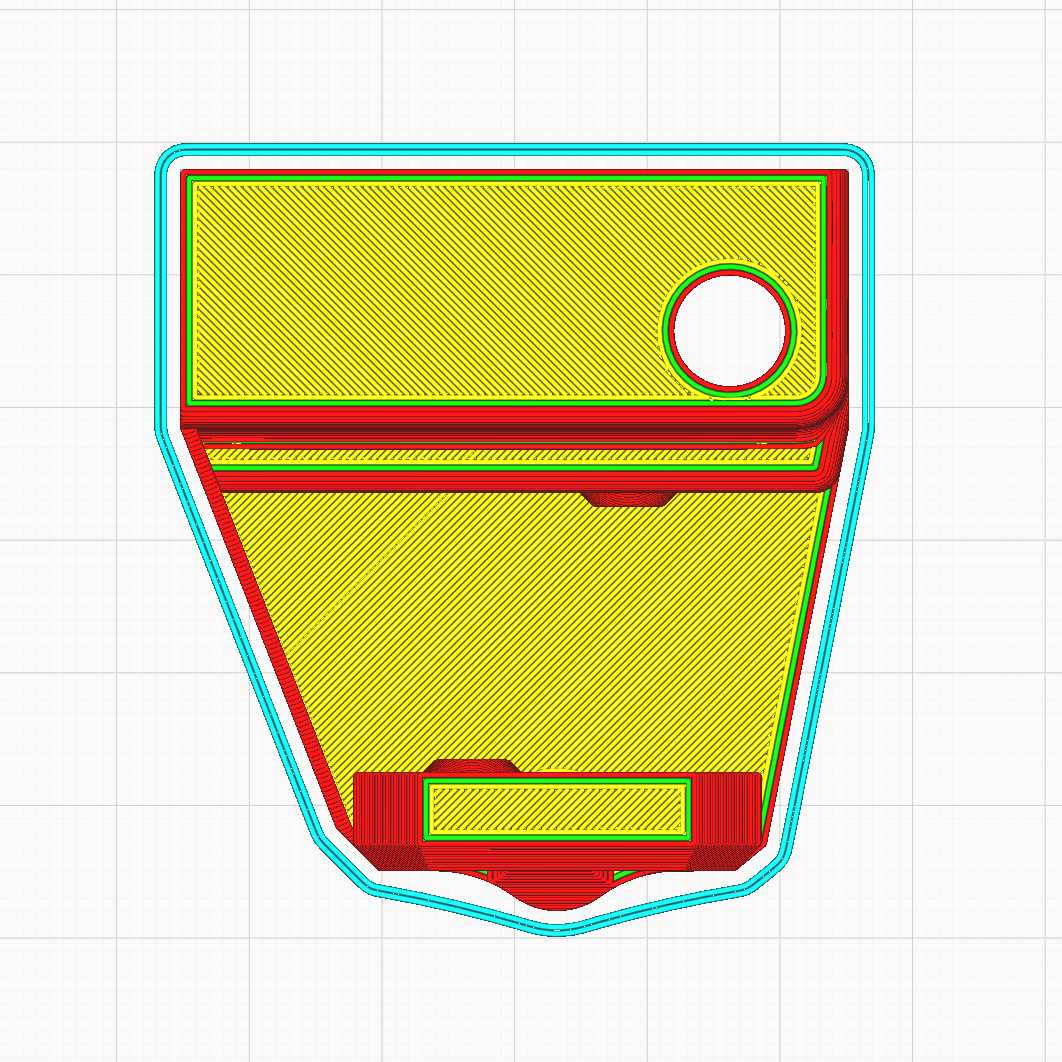
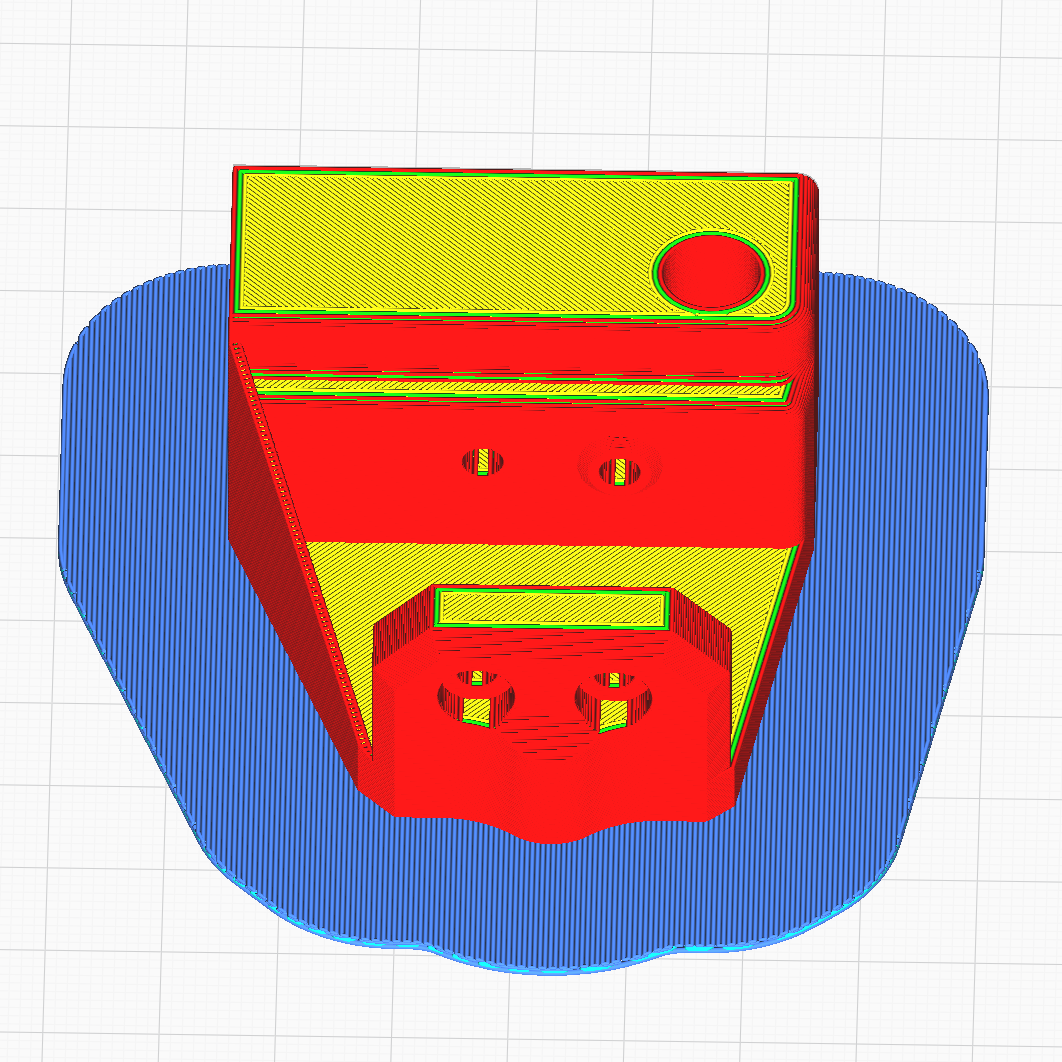
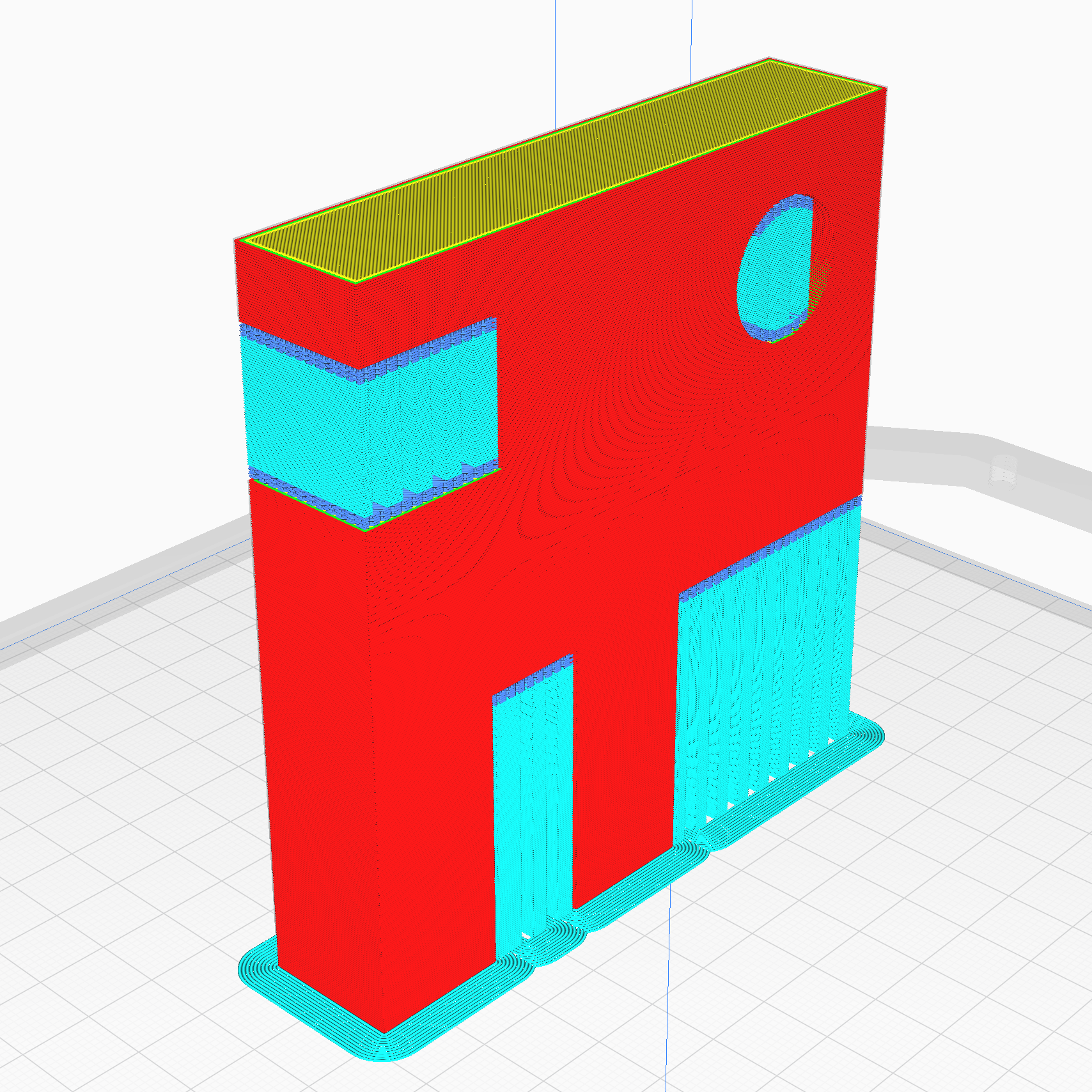
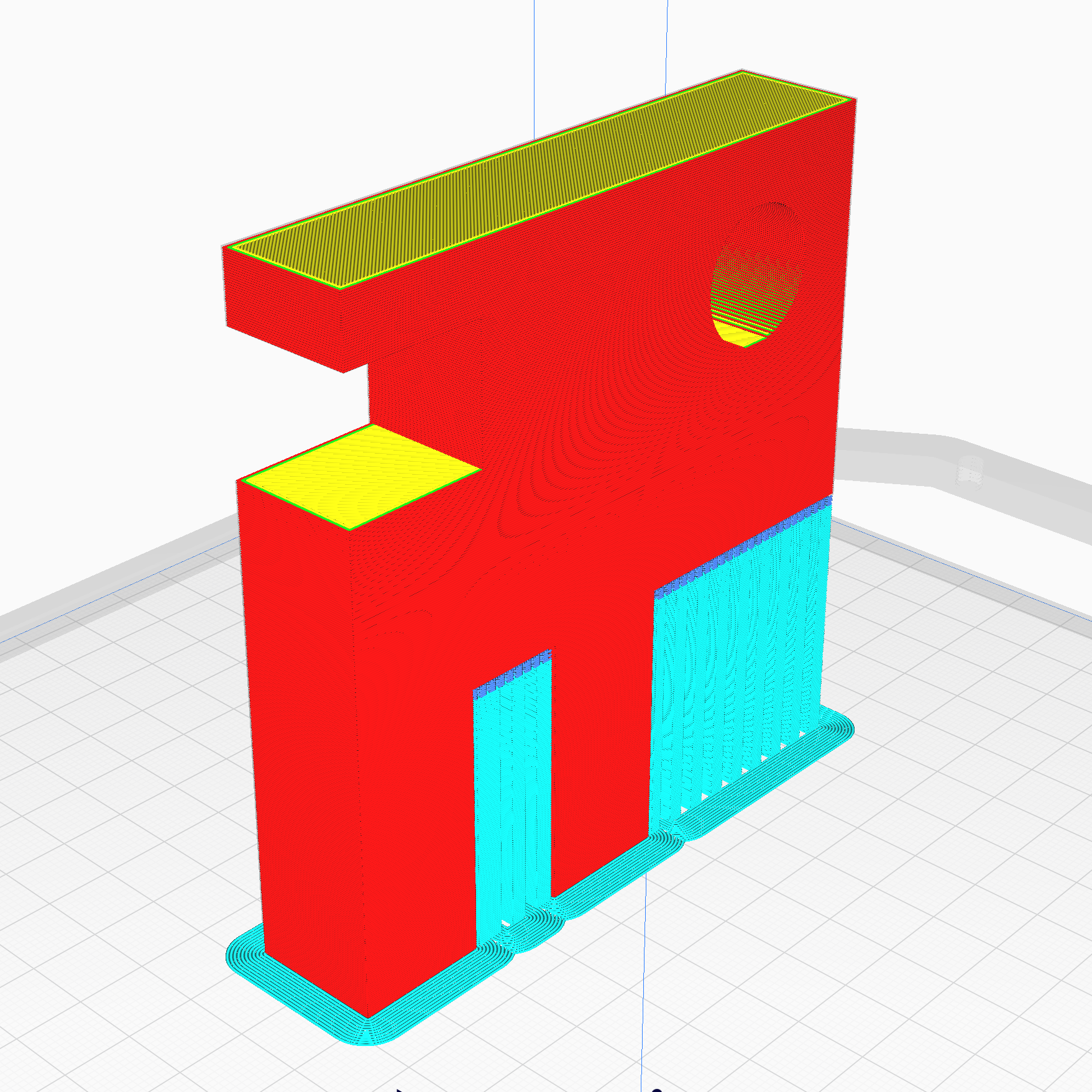
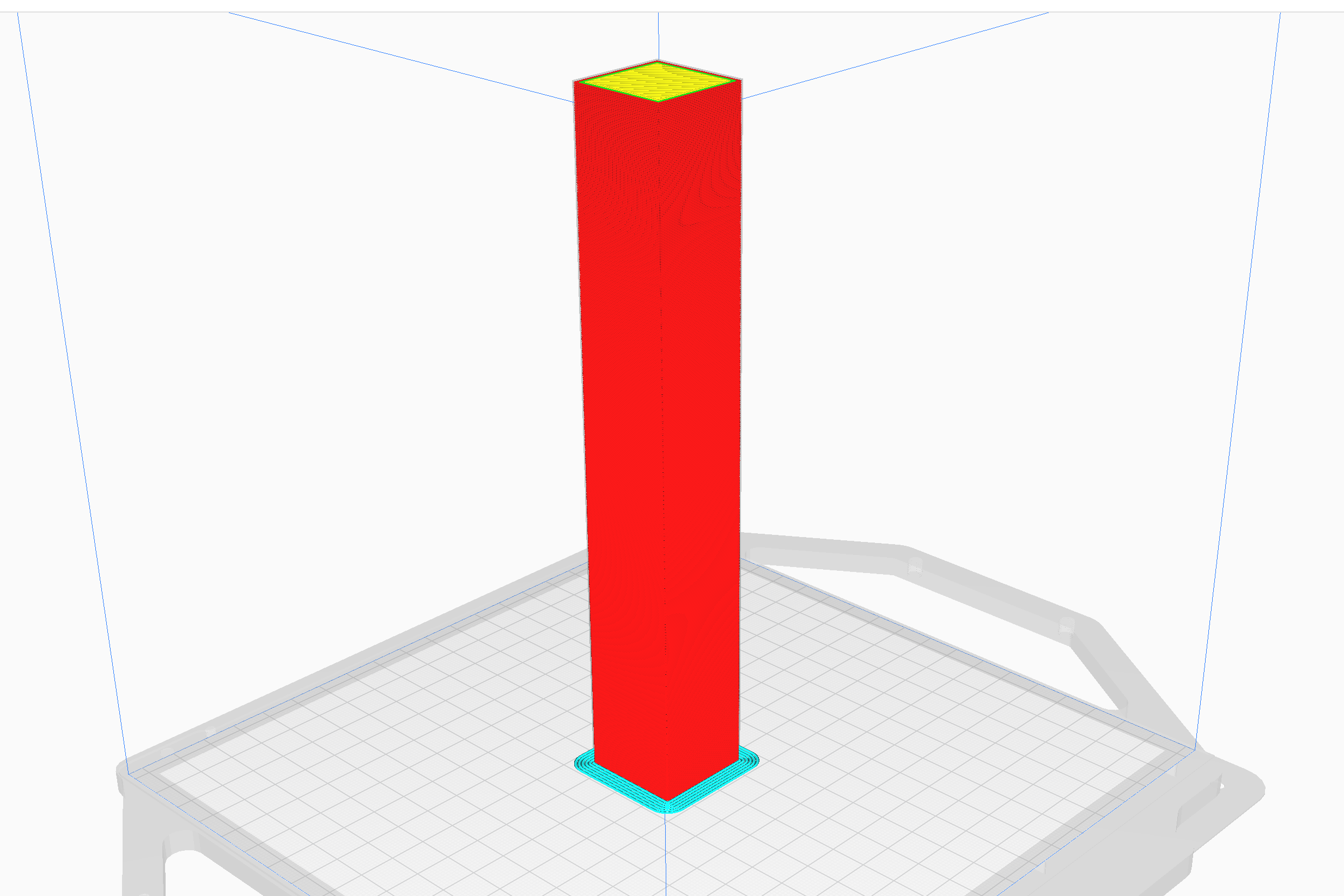
Support angle refers to the overhang angle threshold at which support material will begin to be generated. The overhang angle is measured from the vertical axis down. The Support Overhang Angle can be found in the Support setting section. Depending on the part geometry, a small Support Overhang Angle value will cause more support material to be generated, while a large value will reduce the support material generated.
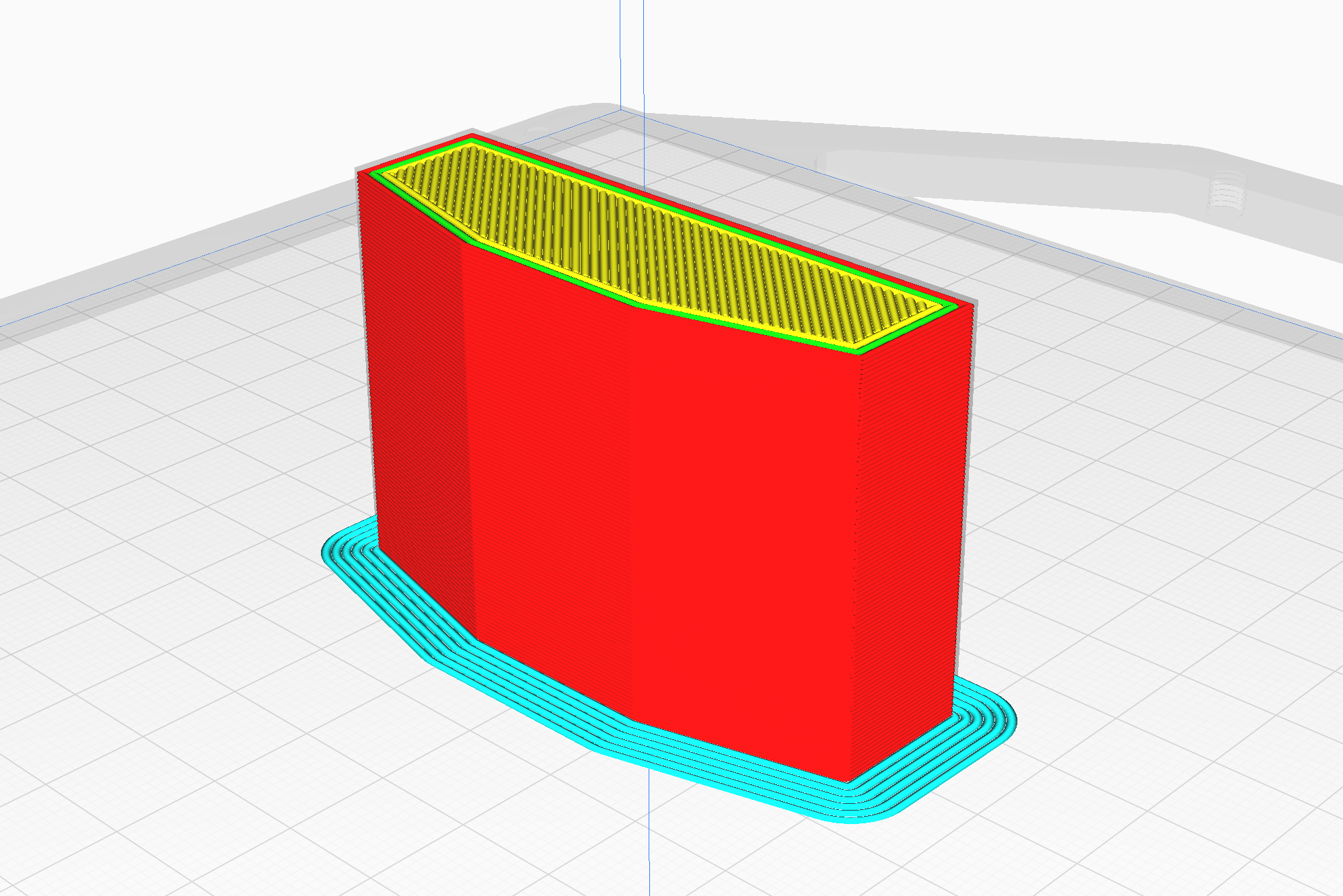
ⓘ If you want to only generate support material for horizontal surfaces only, try using a Support Overhang Angle of 89°